
Станок из ДСП Коновалова Р.С.
Идея координатного стола появилась после того как увидел в разных интернетах то, что в итоге сейчас конструирую.
И так по порядку:
Начал я делать свой первый станок на основе контроллера на тм7, двигателях от принтеров и мебельных направляющих.
Станок конечно получился, но способен был только на рисование карандашом, а если что-то посерьезнее, то люфты такие - ощущение что делалось не станком, а бухим в сопли, дядей Васей из соседнего двора. В итоге я забил на все это хозяйство, в следствии повышенного коэффициента собственного раздолбайства приведшего к разводу с уже бывшей женой, что для меня в итоге проявилось только с хорошей стороны.
И уже этой весной я снова вернулся к идее, как я его называю, координатного стола.
И так вот что было на самом деле:
Сразу вспомнив прошлый печальный опыт, решил делать серьезную механику. Начитавшись статей на сайте vri-cnc пришел к выводу что самый простой способ это направляшки от кареток печатных машинок. Нашел 2-е машинки "Башкирия" и 3-ю не помню какую, но у неё маленькая в длину каретка. выдрал от туда направляющие и прикрутил к плите ДСП, в итоге оказалось что если с одной стороны направляющая прикручена хотя бы на 0,1 миллиметра шире, то их подклинивает. Думал пару дней и решил делать на подшипниках с трубой, подшипники взял 6000z, внутренний диаметр 10мм, как раз под строительную шпильку М10, которую я планирую использовать в качестве ходового винта, а ходовую гайку - удлиненную гайку М10.
Чуть не упустил самое интересное: двигатели у меня 10 штук биполярных шаговиков, от колеровочных аппаратов (которыми краску колеруют). По маркировке ничего не нашел, Сопротивление одной обмотки 1,5 ома, питание 24В, а вот вал длинной 7 см, с резьбой М10 (моэтому и ходовой винт - шпилька М10) из каленой стали, и абсолютным отсутствием люфтов, как продольных, так и поперечных.
Трубы для направляющих купил в мебельной фурнитуре. Стандартная 3 метровая, хромированная труба диаметром 25мм. Уголок, на котором подшипники от туда-же, алюминиевый уголок 30-ка. А вот для оси Z использую направляющую от маленькой печатной машинки, пока не пробовал, но думаю пойдет. Хотя если будет люфтить, то сделаю тоже на подшипниках, только на маленьких, чтобы вся конструкция оси не сильно выпирала.
Станок сделан из ЛДСП. рабочая поверхность в ширину 500мм, а в длину бесконечная, так как сквозная, то есть заготовку можно перемещать и резать частями. Основная задача - изготовление печатных плат, рабочий инструмент - гравер "калибр", мощность 160ватт.
PS чуть не забыл, на рабочую поверхность планирую поставить экономпанель, Классная вещь: в ней профрезерованны пазы в форме буквы "Т" в которые можно вставить струбцины для крепления заготовок. Вот тока дорогущая она, собака, но деньги это зло, так что будет уничтожить путем материализации инженерных идей и шаловливых ручек :)
Далее по порядку:
Собрал станину: трубы, сперва, вставил просто в поперечные стенки, но когда стал ставить верхнюю часть, трубы стали выгибаться и она тупо падала. Прикрутил боковые стенки, после этого все стало отлично ездить.
Ходовую гайку использовал родную – от двигателя. Крепление через просавку.
На уголки уголки с подшипниками давит шпилька, которая их распирает.
Закрепил двигатели. В качестве переходной муфты использовал тоже ходовую гайку от двигателя, обточив выпирающие детали напильником J
Хотел использовать удлиненную гайку, чтобы родные не поганить, но как на зло гаек не оказалось в продаже (потом привезли, но было поздно)
Начала вырисовываться примерная конструкция:
Ходовые винты стоят на подшипниках, тоже 6000Z как видно верхняя часть стенок каретки двойная, смысл вот в чем:
Во внутренней части стенки (1-я доска) просверлено отверстие пером на 25, а во внешней пером на 18. Подшипник вставлен со стороны внутренней доски и не вываливается, так-так упирается во внешнюю доску, в которой дырка-то меньше. С внутренней стороны прикручена обычная шайба большого диаметра, которая его прижимает к внешней доске.
Внутренний диаметр подшипника 10мм, то есть, четко, как и резьба на ходовом винте.
Как видно на оси Y ходовая гайка использована обычная, удлиненная, притянутая хомутом для крепления гофро-трубы.
Как видно слева в столешнице образована ниша, в ней планируется разместить контроллер и двигатель оси X
Сейчас в ней справа стоит блок питания станка, ну об этом позже.
Далее начал собирать ось Z.
На оси Z шпильку и гайку использовал М6, так-как М10 не влезает между основой каретки и самой бегающей частью.
Попробовал поднять-опустить ось Z, оказалось, как не затягивай контргайку, все равно откручивается. Решил промазать резьбу эпоксидкой и закрутить. На фото - стоит сохнет.
На следующее утро высохла J
Как видно прикручен карандаш. Пробовал рисовать карандашом. Оказалось, что карандаш надо подпружинивать иначе либо не касается бумаги, либо ломает грифель. Решил поставить ручку. В ручке сверху, под колпачком, стоит пружинка от автоматической ручки. Ручка обычная, не гелиевая, с фуфловой пастой, поэтому есть пробелы.
Программа управления Mach3. рисунок – мотоцикл из примеров какой-то программы в формате dxf.
Испытания ручкой прошли успешно. Перешел к следующему этапу: крепление инструмента, поиск и исправление косяков, неточностей, корявостей.
Купил гравер «Калибр» 160 ватт и цанговый зажим. Закрепил:
Пробовал гравировать входящей в комплект насадкой.
В принципе ниче так, хотя…. Говно-говном: Бор горит, мощности гравера не хватает, патрон цанговый, то есть очень ограничен ассортимент зажимаемого инструмента.
Как видно на гравер закреплен на П-образном соединительном уголке с помощью пластиковых хомутиков. Сперва думал так, временно, просто прикрутить. Оказалось эти хомутики держат «мама не горюй»!
Потом оказалось что из-за веса гуляет двигатель оси Z. Переделал вот так:
Двигатель закреплен как остальные – хомутом для канализационных труб.
Далее уложил провода в гофры, ибо болтались и цеплялись за все подряд:
Гофра обычная, на 16мм.
Проба резьбы из растра: фотку перевел в управляющий код для mach3 с помощью bmb2cnc.
Резал на фанере, потом опалил горелкой:
И наконец-то произошло счастье! Заказал на DUXE.ru с кулачковым патроном и фрезы с кончиком 0.3, которые я угробил в первый же день J
При первых пробах резать платы: 1-й раз с высотой прокосячил, в итоге, когда насквозь вышла её и сломало. 2-й раз с размерами прогадал, в крепление ушло и об саморез обломило. Потом начало получаться J
НО! Как видно из рисунка круги не ровные. Причина в том, что муфта, соединяющая двигатель с ходовым винтом по оси Y, сделана из удлиненной гайки М10 и она оказалась не ровная, в итоге сильное биение - передающееся на инструмент.
Заменил гайку на пластиковую, родную, от двигателей. Прикрутил жестко двигатель, и биение исчезло, в итоге сейчас и круги и диагонали идеально ровные.
Фрезеровал обломленной фрезой, поэтому борозда шириной практически 1мм.
Плата - оконечный ламповый однотактный усилитель на 6П45С.
Плата не для сборки усилка, а так - просто для попробовать. ….. Кончился текстолит, взялся за дерево…..
Черновой проход, картинка из демок от программы bmp2cnc.
Шаг чернового прохода 1,5мм, размер картинки 10*10см глубина резки 7мм.
Фреза торцевая 2,5мм, такими ключи делают. Для дерева идеально! Так что мужики ищите ключников J у них есть чем поживиться J
Чистовой проход: шаг 0,5мм. Фреза: обломленная, которая с фрезером пришла, угол 45 градусов. Замерил кончик – примерно 1мм. Так и поставил при создании УП.
И, собственно, результат J
Время чернового прохода 40 мин. Чистовой 1 час 30 мин.
Ну собственно и все J вот такой аппарат у меня получился J
PS: Станок еще будет модернизироваться: фрезер будет подключен к контроллеру, чтобы сам включался и выключался. Планирую поставить щетки, чтобы грязь не летела, а-то 2-я жена хоть и не феминиста, но за стружку по всей хате по бошке получаю J
Ну а там по ходу дела может еще какие новшества придумаю. Так же хочу сделать меха для защиты ходовых винтов и направляющих.
PPS: Показал знакомым, поступило куча предложений сделать большой станок, промышленных масштабов. Тем более двигателей у меня еще 4 штуки есть. J
Вот сейчас сижу и в автокаде проектирую станок с рабочей поверхностью 2 *1,5 метра.
С уважением и пламенным приветом
Коновалов Роман Сергеевич.
Г.Томск 2012г.
И так по порядку:
Начал я делать свой первый станок на основе контроллера на тм7, двигателях от принтеров и мебельных направляющих.
Станок конечно получился, но способен был только на рисование карандашом, а если что-то посерьезнее, то люфты такие - ощущение что делалось не станком, а бухим в сопли, дядей Васей из соседнего двора. В итоге я забил на все это хозяйство, в следствии повышенного коэффициента собственного раздолбайства приведшего к разводу с уже бывшей женой, что для меня в итоге проявилось только с хорошей стороны.
И уже этой весной я снова вернулся к идее, как я его называю, координатного стола.
И так вот что было на самом деле:
Сразу вспомнив прошлый печальный опыт, решил делать серьезную механику. Начитавшись статей на сайте vri-cnc пришел к выводу что самый простой способ это направляшки от кареток печатных машинок. Нашел 2-е машинки "Башкирия" и 3-ю не помню какую, но у неё маленькая в длину каретка. выдрал от туда направляющие и прикрутил к плите ДСП, в итоге оказалось что если с одной стороны направляющая прикручена хотя бы на 0,1 миллиметра шире, то их подклинивает. Думал пару дней и решил делать на подшипниках с трубой, подшипники взял 6000z, внутренний диаметр 10мм, как раз под строительную шпильку М10, которую я планирую использовать в качестве ходового винта, а ходовую гайку - удлиненную гайку М10.
Чуть не упустил самое интересное: двигатели у меня 10 штук биполярных шаговиков, от колеровочных аппаратов (которыми краску колеруют). По маркировке ничего не нашел, Сопротивление одной обмотки 1,5 ома, питание 24В, а вот вал длинной 7 см, с резьбой М10 (моэтому и ходовой винт - шпилька М10) из каленой стали, и абсолютным отсутствием люфтов, как продольных, так и поперечных.

Трубы для направляющих купил в мебельной фурнитуре. Стандартная 3 метровая, хромированная труба диаметром 25мм. Уголок, на котором подшипники от туда-же, алюминиевый уголок 30-ка. А вот для оси Z использую направляющую от маленькой печатной машинки, пока не пробовал, но думаю пойдет. Хотя если будет люфтить, то сделаю тоже на подшипниках, только на маленьких, чтобы вся конструкция оси не сильно выпирала.

Станок сделан из ЛДСП. рабочая поверхность в ширину 500мм, а в длину бесконечная, так как сквозная, то есть заготовку можно перемещать и резать частями. Основная задача - изготовление печатных плат, рабочий инструмент - гравер "калибр", мощность 160ватт.
PS чуть не забыл, на рабочую поверхность планирую поставить экономпанель, Классная вещь: в ней профрезерованны пазы в форме буквы "Т" в которые можно вставить струбцины для крепления заготовок. Вот тока дорогущая она, собака, но деньги это зло, так что будет уничтожить путем материализации инженерных идей и шаловливых ручек :)
Далее по порядку:
Собрал станину: трубы, сперва, вставил просто в поперечные стенки, но когда стал ставить верхнюю часть, трубы стали выгибаться и она тупо падала. Прикрутил боковые стенки, после этого все стало отлично ездить.

Ходовую гайку использовал родную – от двигателя. Крепление через просавку.

На уголки уголки с подшипниками давит шпилька, которая их распирает.

Закрепил двигатели. В качестве переходной муфты использовал тоже ходовую гайку от двигателя, обточив выпирающие детали напильником J
Хотел использовать удлиненную гайку, чтобы родные не поганить, но как на зло гаек не оказалось в продаже (потом привезли, но было поздно)

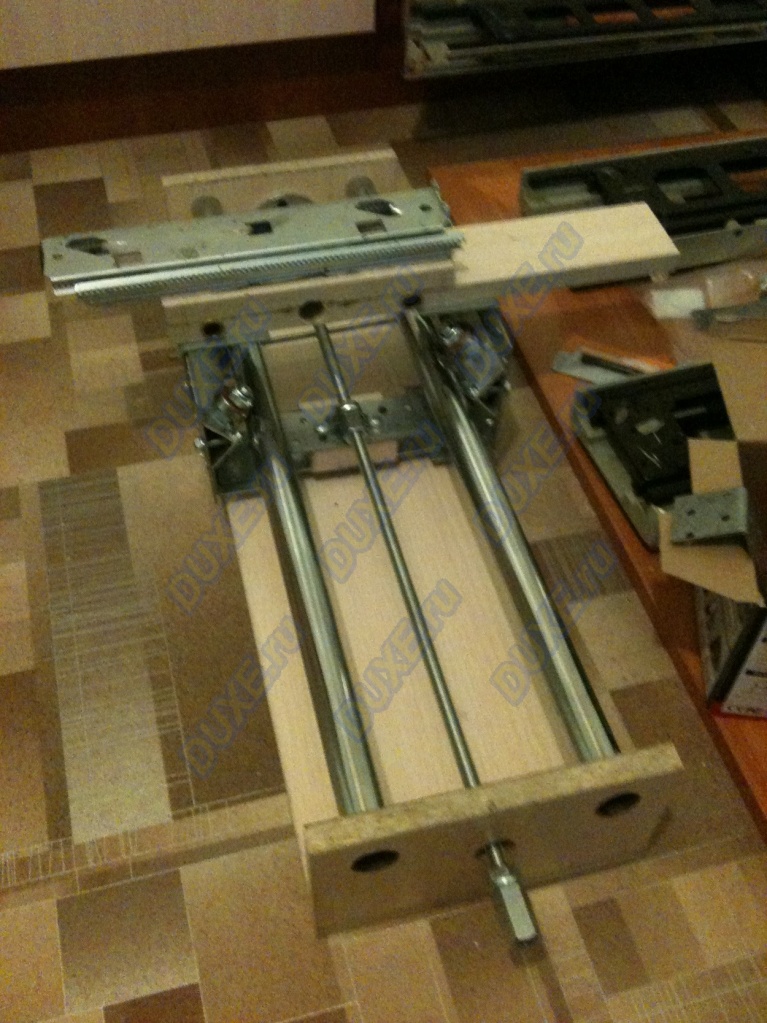
Начала вырисовываться примерная конструкция:

Ходовые винты стоят на подшипниках, тоже 6000Z как видно верхняя часть стенок каретки двойная, смысл вот в чем:
Во внутренней части стенки (1-я доска) просверлено отверстие пером на 25, а во внешней пером на 18. Подшипник вставлен со стороны внутренней доски и не вываливается, так-так упирается во внешнюю доску, в которой дырка-то меньше. С внутренней стороны прикручена обычная шайба большого диаметра, которая его прижимает к внешней доске.
Внутренний диаметр подшипника 10мм, то есть, четко, как и резьба на ходовом винте.
Как видно на оси Y ходовая гайка использована обычная, удлиненная, притянутая хомутом для крепления гофро-трубы.

Как видно слева в столешнице образована ниша, в ней планируется разместить контроллер и двигатель оси X

Сейчас в ней справа стоит блок питания станка, ну об этом позже.
Далее начал собирать ось Z.

На оси Z шпильку и гайку использовал М6, так-как М10 не влезает между основой каретки и самой бегающей частью.
Попробовал поднять-опустить ось Z, оказалось, как не затягивай контргайку, все равно откручивается. Решил промазать резьбу эпоксидкой и закрутить. На фото - стоит сохнет.

На следующее утро высохла J
Как видно прикручен карандаш. Пробовал рисовать карандашом. Оказалось, что карандаш надо подпружинивать иначе либо не касается бумаги, либо ломает грифель. Решил поставить ручку. В ручке сверху, под колпачком, стоит пружинка от автоматической ручки. Ручка обычная, не гелиевая, с фуфловой пастой, поэтому есть пробелы.
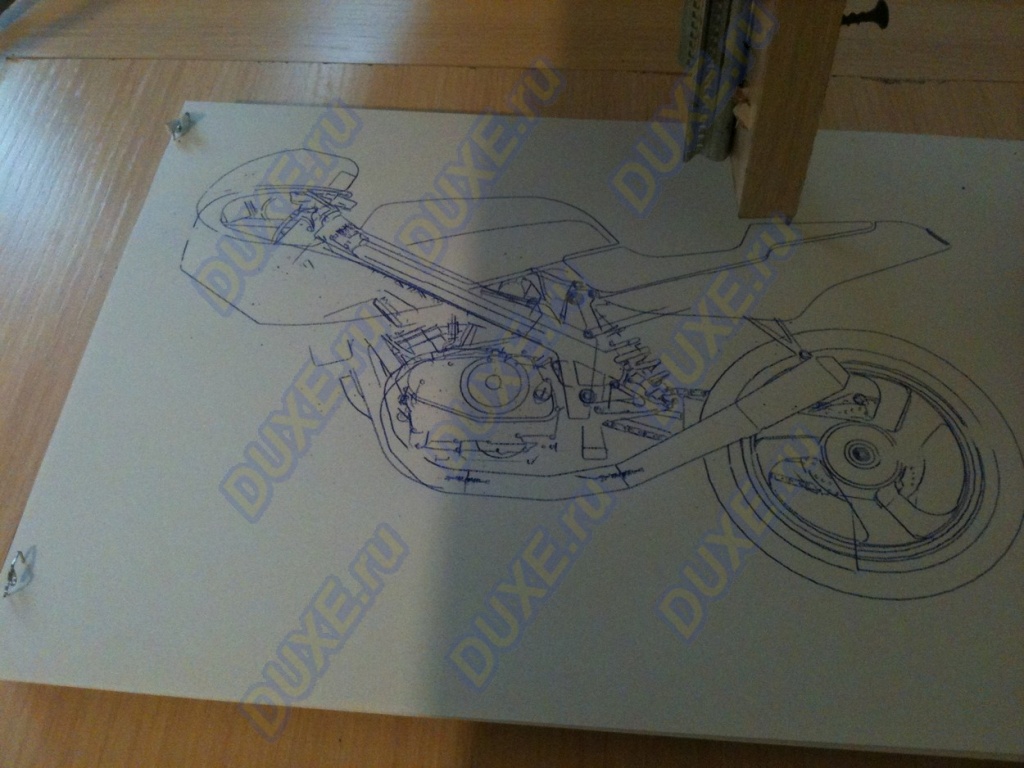
Программа управления Mach3. рисунок – мотоцикл из примеров какой-то программы в формате dxf.

Испытания ручкой прошли успешно. Перешел к следующему этапу: крепление инструмента, поиск и исправление косяков, неточностей, корявостей.
Купил гравер «Калибр» 160 ватт и цанговый зажим. Закрепил:

Пробовал гравировать входящей в комплект насадкой.
В принципе ниче так, хотя…. Говно-говном: Бор горит, мощности гравера не хватает, патрон цанговый, то есть очень ограничен ассортимент зажимаемого инструмента.

Как видно на гравер закреплен на П-образном соединительном уголке с помощью пластиковых хомутиков. Сперва думал так, временно, просто прикрутить. Оказалось эти хомутики держат «мама не горюй»!
Потом оказалось что из-за веса гуляет двигатель оси Z. Переделал вот так:

Двигатель закреплен как остальные – хомутом для канализационных труб.
Далее уложил провода в гофры, ибо болтались и цеплялись за все подряд:

Гофра обычная, на 16мм.

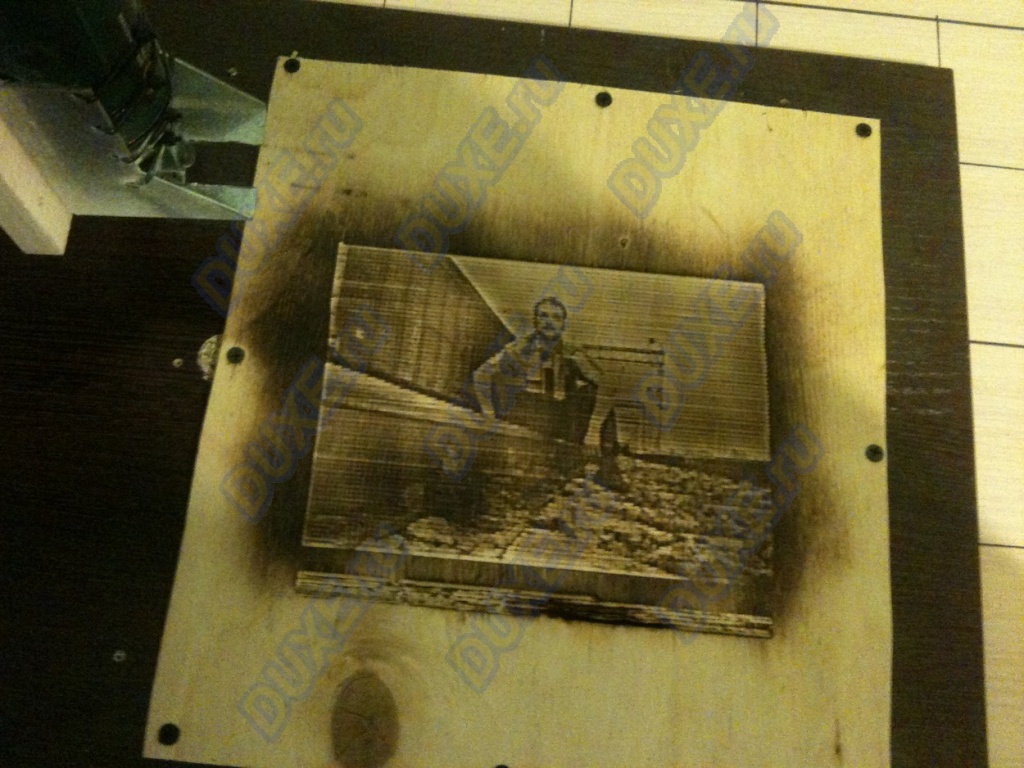
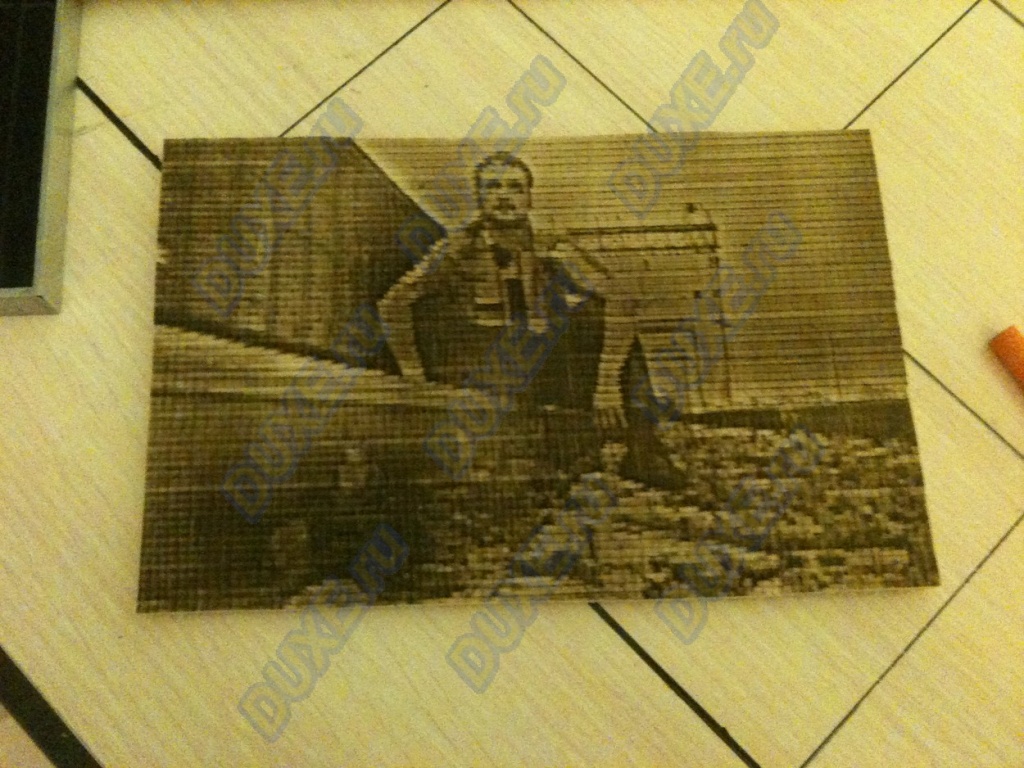
Проба резьбы из растра: фотку перевел в управляющий код для mach3 с помощью bmb2cnc.

Резал на фанере, потом опалил горелкой:
И наконец-то произошло счастье! Заказал на DUXE.ru с кулачковым патроном и фрезы с кончиком 0.3, которые я угробил в первый же день J
При первых пробах резать платы: 1-й раз с высотой прокосячил, в итоге, когда насквозь вышла её и сломало. 2-й раз с размерами прогадал, в крепление ушло и об саморез обломило. Потом начало получаться J

НО! Как видно из рисунка круги не ровные. Причина в том, что муфта, соединяющая двигатель с ходовым винтом по оси Y, сделана из удлиненной гайки М10 и она оказалась не ровная, в итоге сильное биение - передающееся на инструмент.
Заменил гайку на пластиковую, родную, от двигателей. Прикрутил жестко двигатель, и биение исчезло, в итоге сейчас и круги и диагонали идеально ровные.
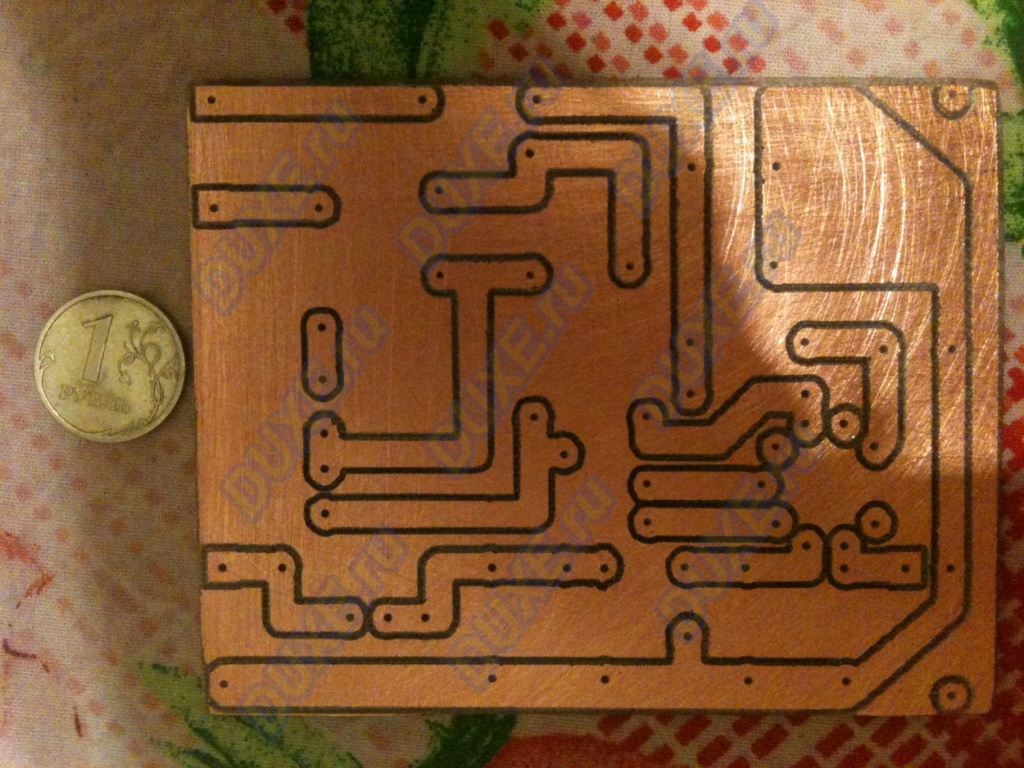
Фрезеровал обломленной фрезой, поэтому борозда шириной практически 1мм.
Плата - оконечный ламповый однотактный усилитель на 6П45С.
Плата не для сборки усилка, а так - просто для попробовать. ….. Кончился текстолит, взялся за дерево…..
Черновой проход, картинка из демок от программы bmp2cnc.
Шаг чернового прохода 1,5мм, размер картинки 10*10см глубина резки 7мм.
Фреза торцевая 2,5мм, такими ключи делают. Для дерева идеально! Так что мужики ищите ключников J у них есть чем поживиться J

Чистовой проход: шаг 0,5мм. Фреза: обломленная, которая с фрезером пришла, угол 45 градусов. Замерил кончик – примерно 1мм. Так и поставил при создании УП.
И, собственно, результат J

Время чернового прохода 40 мин. Чистовой 1 час 30 мин.
Ну собственно и все J вот такой аппарат у меня получился J
PS: Станок еще будет модернизироваться: фрезер будет подключен к контроллеру, чтобы сам включался и выключался. Планирую поставить щетки, чтобы грязь не летела, а-то 2-я жена хоть и не феминиста, но за стружку по всей хате по бошке получаю J
Ну а там по ходу дела может еще какие новшества придумаю. Так же хочу сделать меха для защиты ходовых винтов и направляющих.
PPS: Показал знакомым, поступило куча предложений сделать большой станок, промышленных масштабов. Тем более двигателей у меня еще 4 штуки есть. J
Вот сейчас сижу и в автокаде проектирую станок с рабочей поверхностью 2 *1,5 метра.
С уважением и пламенным приветом
Коновалов Роман Сергеевич.
Г.Томск 2012г.




